Orders in the 1,000 to 3,000 unit range represent the most common volume threshold for US corporate buyers entering custom reusable bag procurement. It's substantial enough to justify moving beyond off-the-shelf decoration services, yet not so large that it requires the multi-month planning cycles associated with high-volume manufacturing runs. For most procurement teams, this volume feels like the sweet spot—big enough to negotiate favorable pricing, small enough to maintain flexibility.
What consistently surprises these buyers, however, is how often their timeline estimates prove wildly optimistic. A buyer requests what they perceive as a straightforward modification—perhaps changing the bag color from natural canvas to navy, or switching from a standard webbing handle to a custom pantone-matched one—and expects the lead time to remain roughly equivalent to a decoration-only order. Instead, they're quoted a timeline that's two to three weeks longer than anticipated, sometimes approaching or even exceeding the lead time for a fully custom bag produced from scratch.
This isn't a supplier attempting to pad the schedule. It's a structural reality of how production capacity is allocated, and it stems from a fundamental misunderstanding of what "semi-custom" actually means from a factory operations perspective. The buyer sees their request as a minor variation—"it's just a color change"—but the factory sees it as a specification that doesn't fit cleanly into either of the two production modes that drive scheduling efficiency: quick-turn decoration on stock inventory, or dedicated custom manufacturing runs.
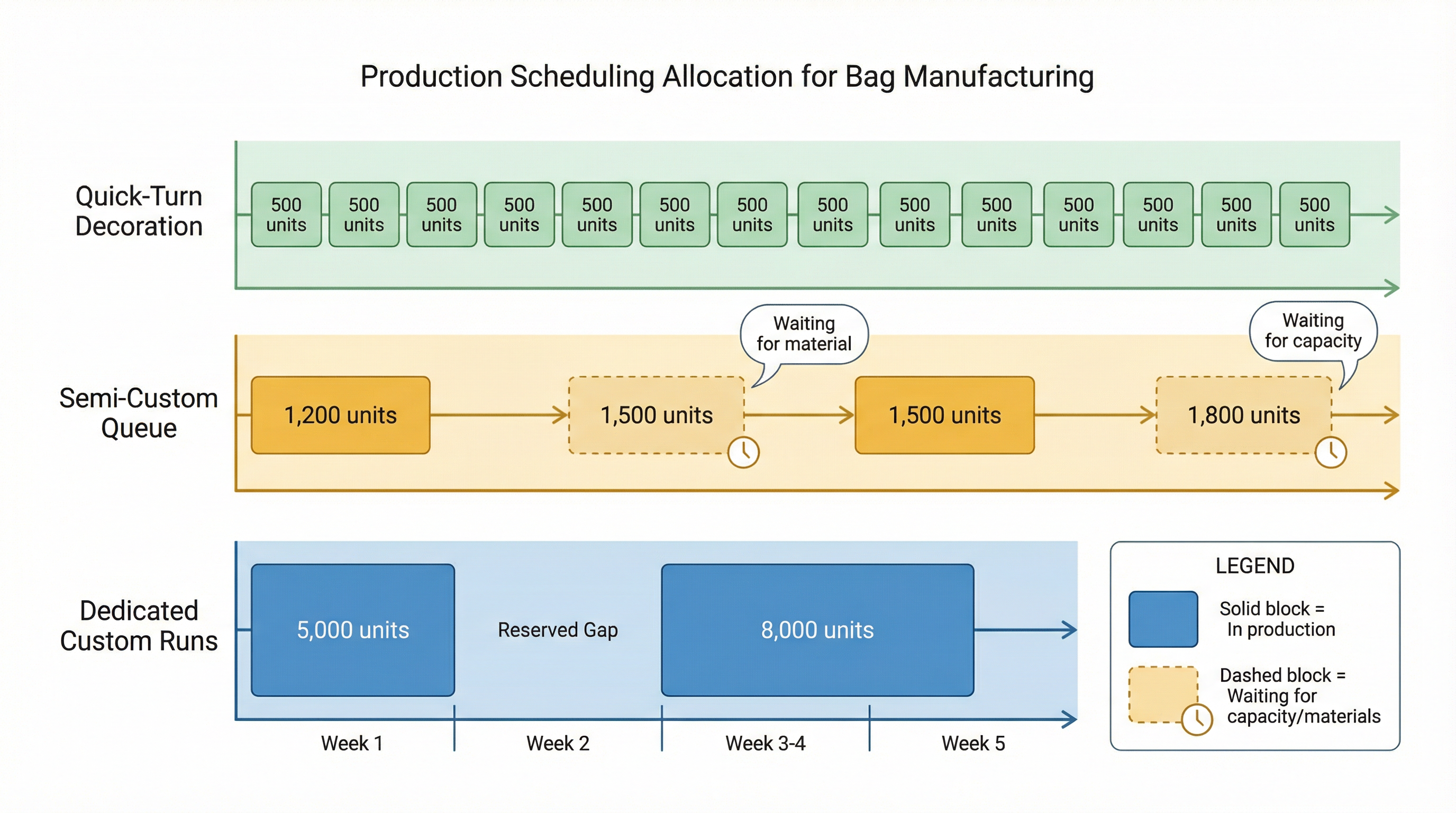
Production facilities optimize around predictability. Stock items with decoration-only customization can be processed rapidly because the base product already exists in inventory. The only variable is the branding application—screen printing, heat transfer, or embroidery—which can be scheduled in short bursts between larger jobs or handled by specialized decoration subcontractors. These orders move through the system quickly because they don't require upstream material procurement or line changeovers. A 500-unit order for stock natural canvas totes with a two-color logo can often be turned around in seven to ten business days because the bags themselves are sitting in a warehouse, and the decoration process is a standalone operation.
On the opposite end of the spectrum, fully custom orders—those requiring new patterns, custom material specifications, or proprietary construction methods—are scheduled as dedicated production runs. A 5,000-unit order for bags with a custom shape, custom-dyed fabric, and specialized hardware justifies reserving a production line for multiple days or even weeks. The factory procures materials specifically for that order, sets up the cutting and sewing operations to match the specifications, and runs the job continuously until completion. While the total calendar time is longer due to material lead times and the sheer volume of units to produce, the per-unit efficiency is high because the setup costs are amortized across thousands of pieces. More importantly, the production slot is reserved well in advance, providing timeline predictability.
Semi-custom orders in the 1,000 to 3,000 unit range fall into neither category cleanly. They require custom material procurement—the navy canvas needs to be ordered from the fabric supplier, or the pantone-matched webbing needs to be custom-dyed—but the order volume doesn't justify a dedicated, continuous production run. The factory can't simply pull these bags from stock because the specific color or material combination doesn't exist in inventory. Yet the order isn't large enough to warrant blocking off a production line for days at a time, which means it gets queued into available capacity gaps between other jobs.
This is where the scheduling problem emerges. The factory's production calendar is typically structured around two types of slots: short, flexible windows for decoration-only work on stock items, and longer, reserved blocks for high-volume custom runs. A 1,500-unit semi-custom order doesn't fit efficiently into either slot type. It's too large and too material-dependent to squeeze into the decoration-only windows, but it's not substantial enough to justify displacing a larger custom run from a reserved block. As a result, it often gets scheduled into whatever capacity becomes available after both the quick-turn decoration jobs and the major custom runs are accounted for.
The timeline impact becomes more pronounced when multiple semi-custom orders arrive simultaneously. A factory might receive three separate 1,200-unit orders in the same week, each requesting different custom material specifications—one wants navy canvas, another wants forest green, a third wants burgundy. From the buyer's perspective, these are independent orders from different companies. From the factory's perspective, these are three jobs that each require custom material procurement, each need their own setup and changeover, and none of them are large enough to justify parallel production lines. They get queued sequentially, and each one pushes the next one further out on the calendar.
The material procurement dimension compounds this scheduling challenge. When a buyer orders stock natural canvas bags, the factory already has rolls of that fabric on hand or can source it from readily available inventory channels. When a buyer specifies navy canvas, the factory must either order a custom dye lot from their fabric supplier or source from a distributor who stocks that specific color. Fabric suppliers, in turn, have their own minimum order quantities and lead times. A single roll of custom-dyed canvas might require a three-week lead time from the mill, and the mill's MOQ might be 500 yards—far more than needed for a 1,500-unit bag order.
This creates a secondary scheduling problem: the factory can't begin production until the custom material arrives, but they also can't afford to order material and let it sit in inventory waiting for a production slot to open up. The result is a careful choreography where material procurement and production scheduling must align precisely. If the factory orders the navy canvas too early, it ties up working capital and warehouse space. If they order it too late, the material arrival doesn't coincide with available production capacity, and the job gets delayed further. Managing this timing across multiple semi-custom orders, each with different material specifications and delivery deadlines, is exponentially more complex than managing either pure decoration work or dedicated custom runs.
Buyers rarely see this complexity because they're focused on their own order in isolation. They submitted their specifications, received a quote, and approved the timeline. What they don't realize is that their 1,500-unit semi-custom order is competing for production capacity not just with other semi-custom orders, but with the entire mix of work flowing through the factory. A large 10,000-unit fully custom order that arrives after theirs might get prioritized simply because it justifies reserving a dedicated production line, which actually improves overall factory efficiency. Meanwhile, their semi-custom order continues waiting for a suitable gap in the schedule.
The most common manifestation of this scheduling trap occurs when buyers attempt to reduce customization scope in the belief that it will accelerate the timeline. A buyer initially requests a fully custom bag with a custom shape, custom fabric, and custom hardware, and receives a 12-week lead time quote. Concerned about the timeline, they scale back the specifications—"let's just use a standard tote shape and change the fabric color to navy instead of going fully custom." They expect this simplification to cut the lead time in half, perhaps down to six weeks. Instead, they're quoted ten weeks, only marginally shorter than the original fully custom timeline.
The buyer perceives this as illogical. They reduced the complexity, so why didn't the timeline decrease proportionally? The answer lies in how the simplification affected the production mode. The original fully custom specification, despite being more complex, would have been scheduled as a dedicated run with reserved capacity. The simplified semi-custom specification no longer justifies that dedicated slot, so it gets moved into the queue-based scheduling model where it competes with all the other semi-custom work. The marginal reduction in actual production complexity doesn't offset the loss of scheduling priority.
From a factory project management standpoint, the orders that move through the system most predictably are those at the extremes: very simple decoration-only work that leverages stock inventory, and very large custom runs that justify dedicated capacity. Everything in between—particularly orders in the 1,000 to 3,000 unit range with partial customization—exists in a scheduling gray zone where timeline predictability is inherently lower. This isn't a failure of planning or a sign of poor factory management. It's a structural consequence of how production capacity is optimized when dealing with a diverse mix of order types and volumes.
The buyers who navigate this most successfully are those who understand the production mode implications of their specifications before finalizing the order. If speed is the priority, they either commit to pure decoration on stock items, accepting the limitations that come with using only available colors and materials, or they scale up the order volume to justify a dedicated production run, even if that means ordering more units than immediately needed. If customization is the priority and the volume is fixed in the 1,000 to 3,000 range, they build additional buffer time into their project timeline, recognizing that semi-custom orders in this volume tier are inherently less predictable than the extremes.
The other effective strategy involves consolidating customization decisions to minimize the number of variables that push the order into semi-custom territory. Instead of requesting a standard tote with custom-colored fabric and custom-colored handles, a buyer might accept stock fabric colors and focus the customization budget entirely on a more sophisticated printing method or a premium finishing detail. This keeps more of the order within the stock-plus-decoration production mode, improving timeline predictability even if it means compromising on certain aesthetic preferences.
What doesn't work is approaching semi-custom orders with the expectation that they'll behave like decoration-only work simply because the customization seems minor from the buyer's perspective. A "simple" color change triggers the same material procurement and scheduling challenges as more complex modifications. The factory can't treat it as a quick-turn decoration job because the base product doesn't exist in stock. And unless the order volume is substantial enough to justify dedicated capacity, it will be scheduled reactively rather than proactively, which introduces timeline variability that buyers consistently underestimate.
For organizations evaluating their approach to custom bag procurement, the relevant question isn't whether a particular customization is technically complex, but whether it fits within the production modes that the factory can schedule predictably. Understanding how order volume and specification choices interact with production capacity allocation is fundamental to setting realistic timeline expectations. The 1,500-unit semi-custom order isn't inherently problematic, but it does require recognizing that it occupies a scheduling position that's less favorable than either pure decoration work or large-scale custom manufacturing. That recognition, in turn, should inform how lead times are estimated, how specifications are finalized, and how much buffer time is built into project planning to account for the structural realities of how these orders move through the production system.